
O que é a cura por laser de revestimento em pó?
A cura a laser utiliza um laser de infravermelho próximo para gelificar rapidamente e, em seguida, curar partículas de revestimento em pó aplicadas eletrostaticamente nas superfícies das peças. As partículas derretidas reagem quimicamente num processo conhecido como reticulação para formar um revestimento que é normalmente mais espesso, mais duro e mais durável do que a tinta. A cura a laser do revestimento em pó permite uma variedade de acabamentos comuns de revestimento em pó, incluindo texturas lisas, finas e ásperas, veios, rugas e metálicos misturados e ligados.
Tradicionalmente, os revestimentos em pó são curados em fornos industriais que utilizam aquecimento por convecção ou lâmpadas infravermelhas. O processo a laser difere significativamente desses métodos tradicionais em dois aspetos principais. Primeiro, a cura a laser aquece seletivamente apenas as áreas iluminadas, em vez de aquecer toda a peça e o ambiente do forno. Isso melhora significativamente a eficiência energética. Segundo, o processo de aquecimento em si é inerentemente mais eficiente, reduzindo drasticamente o tempo de cura necessário. Para operações industriais de revestimento em pó, isso aumenta drasticamente o rendimento do processo.
Como funciona a cura por laser de revestimentos em pó?
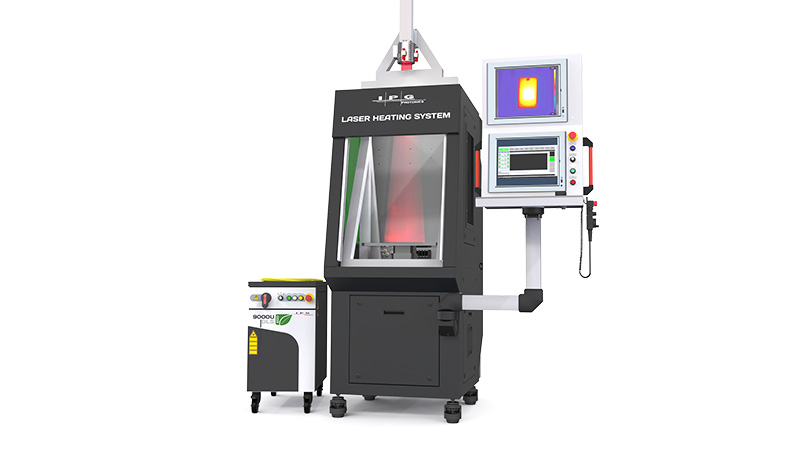
A configuração básica de um sistema de cura a laser é relativamente simples. O feixe de saída de um sistema laser de diodo de alta potência é remodelado e também homogeneizado em intensidade por óptica e, em seguida, projetado na(s) superfície(s) da peça para aquecer apenas as áreas selecionadas.

A maioria das aplicações a laser, como o corte a laser (à esquerda), concentra a energia do laser num pequeno ponto. No caso da cura a laser (direita), ópticas especializadas projetam a energia do laser sobre uma área relativamente ampla.
Os feixes de laser de área ampla utilizados durante a cura a laser podem ser personalizados em forma e tamanho para cobrir áreas que variam de alguns centímetros de cada lado a vários metros de largura e diâmetro. Peças individuais podem ser iluminadas, bem como lotes de várias peças simultaneamente, dependendo da configuração do feixe. Fontes de laser adicionais podem ser utilizadas para iluminar áreas ainda maiores.
Uma abordagem alternativa para peças maiores, ou aquelas com formas altamente curvas, é montar a óptica de projeção a laser num braço robótico. Isso permite que o feixe se desloque sobre a superfície da peça e até mesmo mude de ângulo, curando o revestimento em pó à medida que avança.
A cura a laser utiliza sistemas de laser de diodo de alta potência, pois estes oferecem várias vantagens importantes para esta aplicação. Em primeiro lugar, a sua saída pode ser facilmente convertida num feixe retangular (entre outras formas de feixe) com uma distribuição de intensidade uniforme. Isto é mais difícil de conseguir com os feixes de perfil de intensidade gaussiano redondo e altamente focado produzidos pela maioria dos outros lasers.
Além disso, os sistemas de laser de díodo oferecem a maior eficiência elétrica entre todos os tipos de laser – frequentemente acima de 50%. Além disso, a luz de comprimento de onda próximo ao infravermelho produzida pelos lasers de diodo penetra alguns mícrons abaixo da superfície do revestimento. Esse aquecimento volumétrico transfere rapidamente energia para a camada de revestimento em pó, o que acelera o processo de cura e desperdiça pouca energia no aquecimento do substrato subjacente. Como o processo de laser de diodo evita o aquecimento em massa das peças, o tempo de resfriamento é bastante reduzido, permitindo que os lasers curem revestimentos em materiais sensíveis à temperatura.
Vantagens da cura por laser de revestimentos em pó
A cura a laser é uma tecnologia inovadora que supera as limitações dos métodos mais antigos para oferecer resultados de alta qualidade mais rapidamente e a custos mais baixos. As principais vantagens da cura a laser de revestimentos em pó incluem:
Velocidade: OsOs lasers de diodo IR proporcionam um aquecimento rápido e localizado, curando revestimentos em pó em apenas alguns minutos. Assim que o revestimento solidifica, o material subjacente arrefece rapidamente. Em comparação, os fornos convencionais requerem dezenas de minutos para aquecer toda a peça uniformemente, curar o revestimento em pó e, em seguida, arrefecer novamente.
Eficiência energética: As fontes de diodo laser são altamente eficientes em termos elétricos, e praticamente toda a sua energia é direcionada para a área alvo. A luz laser aquece o pó de forma seletiva e eficiente, desperdiçando menos energia no aquecimento da peça e praticamente nenhuma energia no aquecimento do ambiente do forno.
Sem calor residual: Os sistemas de cura a laser são fornos «frios» que praticamente não irradiam calor residual para o espaço circundante, reduzindo as exigências dos sistemas de controlo de temperatura das instalações.
Estresse térmico mínimo: A cura por laser de revestimento em pó é adequada para materiais sensíveis ao calor, como plástico e madeira, e para peças delicadas com características metálicas finas.
Controlo do processo: A operação à temperatura ambiente permite o uso de metrologia integrada, como câmaras térmicas, para controlar com precisão a temperatura do revestimento em mais ou menos 1 grau Celsius.
Agilidade: Os fornos a laser têm capacidades de arranque/paragem quase instantâneas, o que significa que não são necessários períodos de inatividade ou aquecimento. Além disso, a massa da peça alvo tem pouco efeito nas propriedades do revestimento, uma vez que o forno a laser aquece e monitoriza a temperatura da superfície do revestimento. Num forno de cura convencional, uma peça de baixa massa não pode ser curada diretamente ao lado de uma peça de alta massa sem correr o risco de defeitos ou problemas de qualidade.
Pequena pegada: Um sistema de cura a laser é compacto e não ocupa muito mais espaço do que a área das peças que processa. Além disso, o processo em si é compatível com o fluxo contínuo de peças, minimizando as necessidades gerais de espaço e maximizando o rendimento da produção.
Baixo custo de propriedade: Os custos operacionais são reduzidos através da diminuição do consumo de energia, da ausência de calor residual (que, de outra forma, aquece o ambiente de produção circundante) e da redução substancial das despesas de manutenção.
Baixa pegada de carbono: A combinação da eficiência elétrica inerente, a eliminação do calor residual irradiado pelo equipamento e a ausência de consumíveis tornam a cura a laser um processo mais ecológico e sustentável.