Mit der zunehmenden Produktion von Elektrofahrzeugen steigt auch die Notwendigkeit, die Schweißausbeute bei Batteriepacks zu verbessern. Denn Batteriemodule und -wannen können Hunderte von Zellen enthalten, die jeweils mehrere Schweißnähte erfordern. Bei diesen Stückzahlen können selbst kleine Fehler zu inakzeptablen Ausfallraten und erheblichen Ressourcenverlusten durch Ausschuss und Nacharbeit führen.
Viele Hersteller verlassen sich nach wie vor auf herkömmliche Laser-Schweißüberwachungsgeräte (LWM), um die Qualität sicherzustellen. Diese Systeme messen jedoch häufig nicht direkt oder gar nicht genau die Schweißnaht. Dies führt zu Unsicherheiten im Qualitätssicherungsprozess, was höhere Ausschussraten zur Folge hat, ohne dass dennoch verhindert werden kann, dass fehlerhafte Produkte ausgeliefert werden.
Um dieses Problem zu lösen und die weltweiten Fertigungskapazitäten für Batterien kontinuierlich zu verbessern, hat IPG Photonics das On-the-Fly-Schweißen (OTF) mit unserem eigenen, patentierten Echtzeit-Inline-Laserschweißmesssystem kombiniert. Zusammen bieten diese Technologien die für eine kostengünstige Batterieproduktion mit hohem Durchsatz erforderliche Geschwindigkeit sowie die für eine genaue Schweißnahtvalidierung notwendigen Messfunktionen. Dieser integrierte Ansatz ermöglicht eine höhere Ausbeute, weniger Ausschuss und mehr Vertrauen in die Schweißnahtintegrität, ohne den Prozess zu verlangsamen.
Lassen Sie uns einige der Überlegungen, Treiber und Herausforderungen hinter der Entwicklung dieser leistungsstarken Batterieschweißlösung untersuchen.
Kleine Schweißnähte haben große Konsequenzen
Schweißnähte sind in praktisch jeder Phase der Batterieproduktion erforderlich – bei der Zellherstellung, bei der Herstellung von Zell-zu-Zell- und Zell-zu-Sammelschienen-Verbindungen, bei der Modul- und Pack-Integration und sogar bei der Herstellung von Gehäusen. Das Laserstrahlschweißen (LBW) hat sich bereits als vielseitiges und kostengünstiges Werkzeug für die Herstellung vieler dieser Schweißnähte bewährt.
In den späteren Phasen der Batterieproduktion wird LBW in der Regel durch Schlüssellochschweißen statt durch Widerstandsschweißen durchgeführt. Der Grund dafür ist, dass das Schlüssellochschweißen eine tiefere Eindringtiefe, eine geringere Wärmeeinbringung, eine höhere Kopplungseffizienz und kleinere Wärmeeinflusszonen (HAZ) als das Widerstandsschweißen bietet. Diese Eigenschaften sind für die Anforderungen dieser Anwendungen besser geeignet.
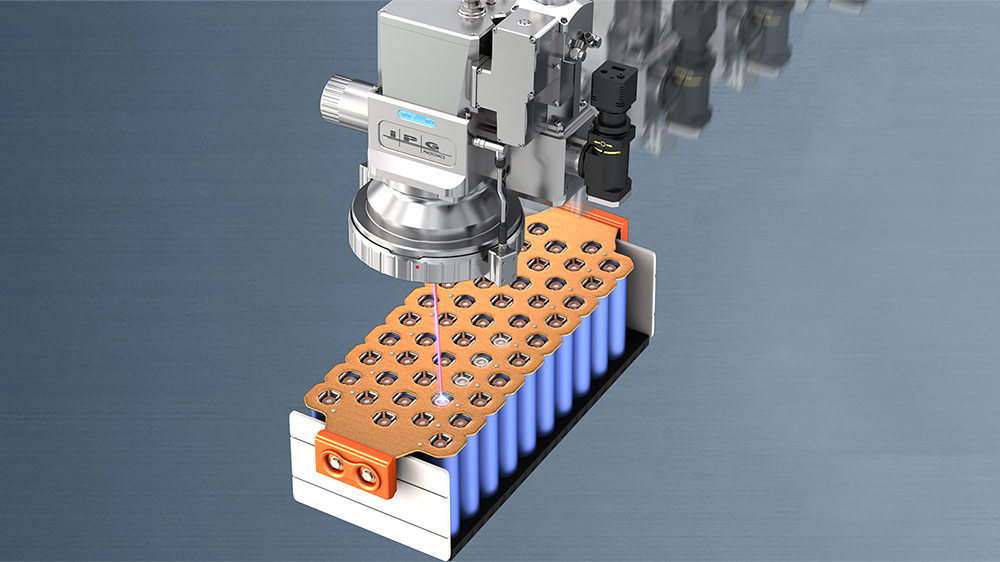
Die LBW-Prüfung der Batterieanschlüsse – insbesondere beim Anschluss einzelner Zellanschlüsse an eine Sammelplatte oder Sammelschiene – ist ein besonders kritischer Produktionsschritt.
Bei Verbindungen zwischen Zellen und Sammelschienen kommen in der Regel dünne Materialien mit einer Dicke von weniger als 1 mm zum Einsatz. Dadurch ist der Schweißprozess sehr empfindlich gegenüber Unter- und Überpenetration. Insbesondere Unterpenetration kann zu einem Kontakt mit schlechter Leitfähigkeit führen, während Überpenetration die Zelle beschädigen und möglicherweise zu einem katastrophalen Ausfall führen kann. Schlechte Schweißnähte haben daher einen großen Einfluss auf die Produktqualität.
Ein weiteres Problem besteht darin, dass Module in der Regel Hunderte von Schweißnähten erfordern (mindestens zwei pro Batterie, multipliziert mit Dutzenden oder Hunderten von Batterien pro Packung). Das bedeutet, dass bereits eine Fehlerquote von 1 zu 10.000 zu häufigen Ausfällen auf Modul- oder Batterieebene führen kann.
Das Risiko wird noch dadurch verstärkt, dass das Schweißen der Kollektorplatten erst spät im Herstellungsprozess erfolgt, nachdem bereits ein erheblicher Wert in die Batterie investiert wurde. Ein Fehler in dieser Phase bedeutet daher oft, dass eine vollständig montierte, kostspielige Komponente verschrottet oder zumindest nachbearbeitet werden muss. Daher ist eine genaue und zeitnahe Schweißnahtprüfung nicht nur für die Qualität, sondern auch für die betriebliche und wirtschaftliche Rentabilität von entscheidender Bedeutung.
Einschränkungen der herkömmlichen Laserschweißüberwachung
Für Batteriehersteller ist dies nichts Neues, und sie setzen seit langem eine Vielzahl von Werkzeugen ein, um die Qualität von Laserschweißnähten sicherzustellen. Zu diesen LWM-Techniken gehören unter anderem die optische Emissionsspektroskopie (OES), die akustische/ultraschallbasierte Überwachung, Infrarot- (IR) und Wärmebildgebung sowie verschiedene andere Weißlicht-Bildverarbeitungssysteme.
Das Problem bei all diesen Methoden ist, dass sie den wichtigsten Parameter – die Eindringtiefe – nicht direkt messen. Die einzige genaue Messmethode erfordert traditionell das Aufschneiden des fertigen Teils, um den Querschnitt der Schweißnaht zu betrachten. Das kann zwar sehr aufschlussreich sein, ist jedoch eine zerstörende Prüfung, die während der Produktion nicht in großem Umfang anwendbar ist.
Stattdessen müssen Hersteller die mit einer oder mehreren dieser LWM-Techniken gewonnenen Daten mit statistischen Mitteln mit idealen Schweißreferenzstandards vergleichen. Diese Abhängigkeit von bereits vorhandenen Datensätzen ist jedoch aufgrund der darin enthaltenen Annahmen von Natur aus begrenzt. Selbst bei geringfügigen Änderungen im Prozess – wie beispielsweise Abweichungen bei den eingehenden Baugruppen – können die abgeleiteten Ergebnisse falsch sein. Das Schlimmste daran ist, dass viele Methoden eine Überpenetration nicht eindeutig identifizieren können und oft einen erheblichen Prozentsatz an falschen Fehlern melden.
Die Einschränkungen dieser LWM-Werkzeuge sind ein wesentlicher Grund dafür, dass die Ausschussraten beim Schweißen von Batterien nach wie vor hoch sind. Das Problem hat einige Hersteller sogar dazu veranlasst, austauschbare Batteriemodule zu entwickeln, um dies auszugleichen. In einer Welt, in der EV-Hersteller zunehmend auf rahmenintegrierte Batteriepacks setzen, ist dies jedoch nicht immer die optimale Strategie.
Realistisch werden (Schweißnahtmessungen)
Die Inline-Kohärenzbildgebung (ICI) wurde speziell entwickelt, um die Einschränkungen herkömmlicher LWM-Techniken zu überwinden. Diese Technologie wurde von Laser Depth Dynamics, heute Teil von IPG Photonics, erfunden und (in Nordamerika) patentiert. Wir bezeichnen unsere auf ICI basierende Technologie zur direkten Laserschweißnahtmessung als LDD.
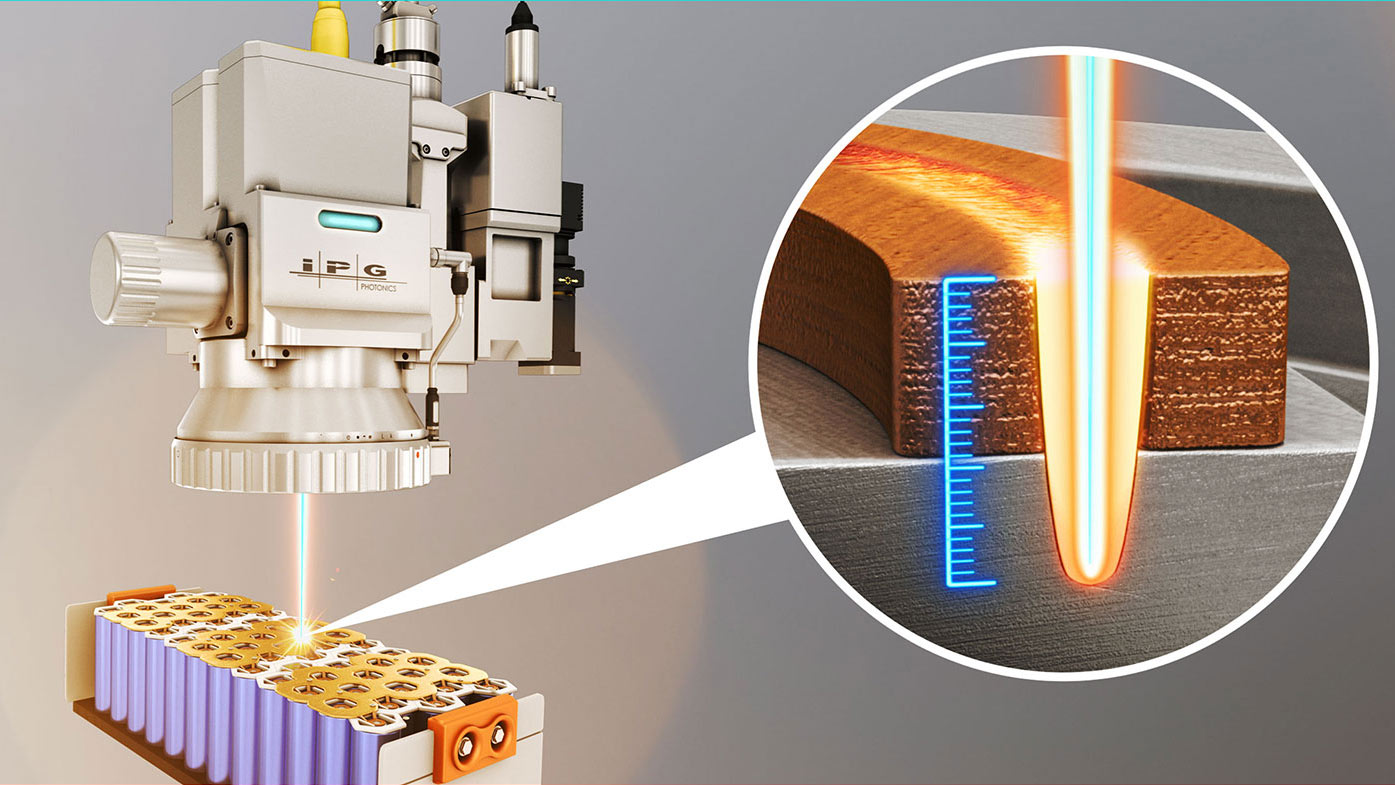
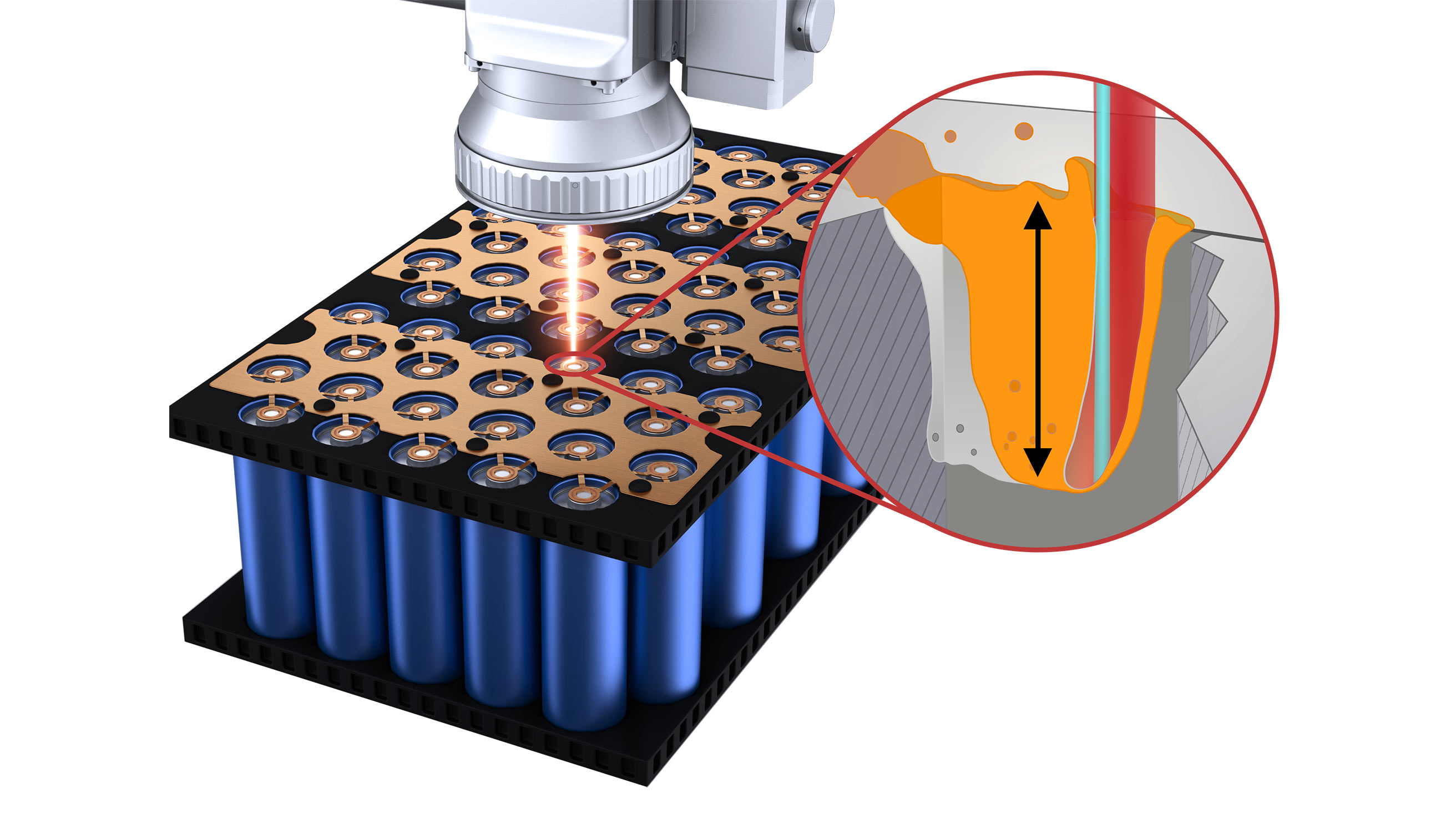
LDD verwendet einen schwachen Nahinfrarot-Messstrahl, der durch dieselbe Optik wie der Schweißstrahl geleitet wird. Da der LDD-Strahl koaxial zum Schweißstrahl ist, treffen der Mess- und der Prozessstrahl in unmittelbarer Nähe auf das Werkstück. Das Metallwerkstück wirkt wie ein Spiegel und reflektiert einen Teil des LDD-Lichts zurück in die Optik. Dieses zurückgeworfene Licht wird verwendet, um den Abstand zur reflektierenden Oberfläche mittels Interferometrie genau zu messen.
Bei der Keyhole-LBW wird der LDD-Strahl in diesen Hohlraum geleitet und vom Boden reflektiert. Dies ermöglicht eine direkte Messung der Keyhole-Tiefe, in der Regel mit einer Genauigkeit von wenigen Mikrometern. Wichtig ist, dass LDD sogar in der Lage ist, die schmalen Keyholes mit hohem Seitenverhältnis zu messen, die von Single-Mode-Lasern erzeugt werden. All dies unterscheidet LDD von anderen Schweißnahtüberwachungsmethoden, die ein Proxy-Signal – wie Wärme, Schweißrauch oder Schall – verwenden und dann versuchen, das tatsächliche Geschehen in der Schweißzone zu approximieren.

Die LDD-Optik selbst enthält auch einen Galvo-Scanner, der den Messstrahl unabhängig vom Prozessstrahl schnell bewegen kann. Bei typischen Inline-Schweißnahtmessanwendungen wird der LDD-Strahl so eingestellt, dass er dem Prozessstrahl leicht hinterherläuft und die Tiefe des Schlüssellochs kontinuierlich überwacht. Er kann aber auch auf die Oberseite des Werkstücks gerichtet werden, um eine Tiefenreferenz aufrechtzuerhalten.
Durch das Scannen des LDD-Messstrahls können neben der Schlitz-Tiefe auch andere wichtige Schweißparameter gemessen werden. Dazu gehören die Materialhöhe, die Nahtposition, die Höhe der fertigen (Längs-)Schweißnaht und das Querprofil der Schweißnaht.
Dadurch ermöglicht LDD den Herstellern den Übergang von der statistischen Überwachung zur direkten Messung. Es bietet die Möglichkeit, jede einzelne Schweißnaht individuell und in Echtzeit zu validieren.
Dies kann enorme Auswirkungen auf Kosten und Qualität haben, wie viele Batteriehersteller, die bereits die LDD-Technologie einsetzen, gezeigt haben. Unterpenetrierte Schweißnähte werden sofort nach ihrem Entstehen erkannt und können für eine sofortige oder spätere Nachbearbeitung markiert werden. Schweißnähte mit Überpenetration können ebenfalls festgestellt werden. Dadurch wird das Problem des Fehlausschusses praktisch beseitigt. Der Hersteller kann so entscheiden, ob das Teil sofort freigegeben oder aussortiert werden soll – bevor weiterer Wert in es investiert wird.
Kombination von OTF + LDD: Geschwindigkeit trifft Qualität
On-the-fly (OTF) LBW ist ein weiterer wichtiger technologischer Meilenstein, der den Herstellern bereits erhebliche Vorteile gebracht hat. Bei OTF LBW sind die vom Laserscansystem erzeugten Strahlbewegungen genau auf die tatsächliche Bewegung des Werkstücks abgestimmt.
OTF reduziert die Häufigkeit, mit der das Scansystem angehalten werden muss, erheblich, was die Prozessgeschwindigkeit deutlich erhöht. Darüber hinaus ermöglicht es dem Scansystem, größtenteils in der Mitte seines Sichtfeldes zu arbeiten. Dies ist vorteilhaft, da es optische Verzerrungen im fokussierten Strahl minimiert und so zuverlässigere Schweißnähte erzeugt.
Die wesentlichen Vorteile des OTF-Schweißens sind eine höhere Effizienz, ein höherer Durchsatz, eine verbesserte Präzision, eine höhere Zuverlässigkeit und eine größere betriebliche Flexibilität. OTF ist auch mit anderen vorteilhaften LBW-Technologien kompatibel, wie z. B. Doppelstrahl-Lasern.
OTF allein ist jedoch nur die halbe Lösung für die LBW-Hochdurchsatzfertigung von Batteriemodulen. OTF verbessert zwar die Geschwindigkeit, garantiert jedoch nicht unbedingt die Schweißqualität. Hier kommt LDD ins Spiel.
Durch die kombinierte Verwendung von OTF+LDD müssen Hersteller nicht mehr zwischen Geschwindigkeit und Qualität abwägen. LDD ergänzt OTF, indem es die Schweißtiefe in Echtzeit und bei voller Prozessgeschwindigkeit überprüft. Außerdem ermöglicht es Nachbearbeitungsstrategien. Unzureichend durchgeschweißte Stellen können markiert und korrigiert werden, während übermäßige Durchschweißungen bei Bedarf nachverfolgt werden können. Das Ergebnis ist ein schnellerer, zuverlässigerer und besser kontrollierbarer Prozess. Dies führt direkt zu einer besseren Ausbeute, weniger Ausschuss und besser vorhersehbaren Produktionsergebnissen.
Eine Lösung entwickeln
Die Kombination von LDD und OTF bietet zwar offensichtliche Vorteile, doch war die Entwicklung eines praktischen, zuverlässigen Systems, das diese beiden Technologien integriert, eine anspruchsvolle Aufgabe. Ein großes Problem besteht darin, dass die Ausrichtung zwischen Mess- und Schweißstrahl innerhalb von etwa 5 µm gehalten werden muss.
Das Problem hierbei ist, dass der Schweißstrahl ständig seine Richtung ändert. Wenn beispielsweise die endgültige Schweißnaht eine einfache Kreisbahn ist, muss ein herkömmlicher (fester) Schweißscanner nur diesen Kreis nachzeichnen. Bei OTF befinden sich das Teil oder die Optik jedoch in ständiger Bewegung, sodass der Strahl einem komplexeren Weg folgen muss, um dies auszugleichen. Und dieser komplexe Weg muss in Echtzeit berechnet werden.
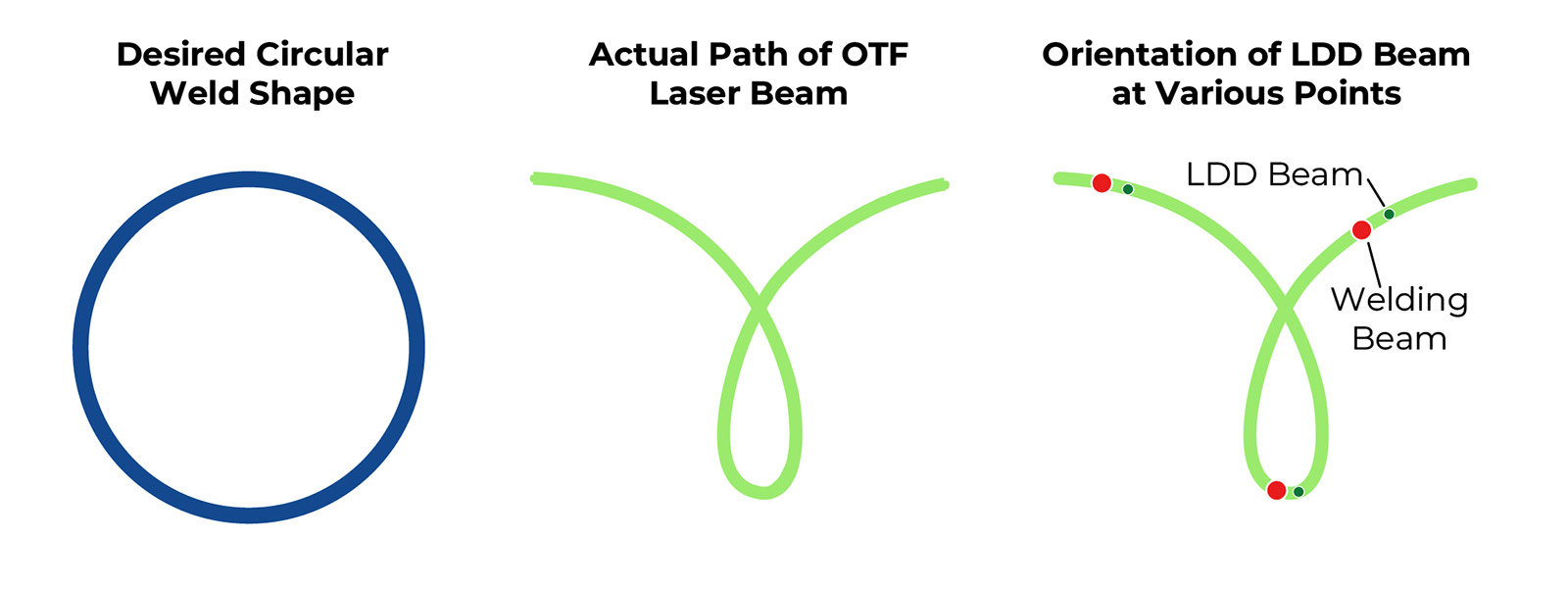
Darüber hinaus muss der LDD-Strahl genau hinter dem Schweißstrahl innerhalb des Schlüssellochs positioniert bleiben. Da sich jedoch die Richtung des Strahls ständig ändert, ändert sich auch die Ausrichtung dessen, was „hinter“ bedeutet, ständig. Das LDD-System muss all dies in Echtzeit berechnen, während sich der Strahl mit einer Geschwindigkeit von bis zu 1 Meter pro Sekunde über die Oberfläche des Bauteils bewegt.
Die Zusammenarbeit von LDD und OTF bei Produktionsgeschwindigkeit war nicht etwas, das mit handelsüblichen Komponenten und ein paar Softwareanpassungen erreicht werden konnte. Es erforderte ein tiefgreifendes Verständnis der optischen Komponenten, der Bewegungssteuerung und der Strahlführung sowie der Thermodynamik und der Werkzeuge.
IPG war für die Entwicklung dieser Lösung einzigartig positioniert, da wir den gesamten Technologie-Stack für dieses System intern entwerfen und herstellen. Wir produzieren natürlich Faserlaser, aber auch Scanköpfe, Bewegungssysteme, Steuerungssoftware und das LDD-System selbst. Außerdem bauen und integrieren wir diese Komponenten und Technologien in viele unserer schlüsselfertigen und kundenspezifischen Subsysteme, Komplettsysteme und Produktionslinien.
Diese vertikale Integration verschafft uns zwei wesentliche Vorteile bei der Entwicklung einzigartiger Laserlösungen. Erstens verfügen wir über die erforderliche Erfahrung, um Probleme vollständig zu verstehen und zu charakterisieren, bevor wir Lösungen identifizieren. Zweitens verfügen wir über die Entwicklungsressourcen und die technische Kontrolle über alle Systemkomponenten, die für eine effektive Umsetzung erforderlich sind.
Mit diesen Fähigkeiten konnten die Entwickler von IPG eine Lösung entwickeln, die hochwertige LDD-Daten bei Produktionsgeschwindigkeit erfasst und die Strahlsteuerung mit der Präzision synchronisiert, die erforderlich ist, damit OTF + LDD zuverlässig in der Fertigungslinie funktionieren. Wir haben auch die Kalibrierungsroutinen, Korrekturalgorithmen und Support-Tools entwickelt, die erforderlich sind, um diese Präzision trotz Hitze, Vibrationen, Verschmutzung und Verschleiß über einen längeren Zeitraum aufrechtzuerhalten.
Aber auch das reicht nicht aus. In Produktionsumgebungen hängt die Leistung ebenso sehr von der Umgebung des Lasersystems ab wie von dessen Innenleben. Deshalb liefern wir auch Befestigungsvorrichtungen, Spannvorrichtungen und Werkzeuge.
Beispielsweise liegen Kollektorplatten nicht immer perfekt bündig an den Zellanschlüssen an. Stromschienen sind nicht immer starr. Der Abstand zwischen zwei Teilen kann von Schweißnaht zu Schweißnaht leicht variieren. Das ist die Realität, und unsere Systeme sind darauf ausgelegt, damit umzugehen. Ob federbelastete Werkzeuge für einen gleichmäßigen Kontakt, Portalsysteme mit einer Wiederholgenauigkeit im Mikrometerbereich oder automatische Verfahren zur Ausrichtung der Träger zur Kompensation von thermischen Abweichungen – wir entwickeln Komplettlösungen, nicht nur Komponenten.
Erste Schritte mit einer Laserlösung
IPG-Technologien wie On-the-Fly-Schweißen und Echtzeit-Laserschweißmessung sind Schlüsselkomponenten, die in hochproduktiven Laserschweißlösungen zum Einsatz kommen. Möchten Sie mehr darüber erfahren, wie eine IPG-Laserlösung Ihrem Betrieb zugute kommen kann?
Der Einstieg ist ganz einfach: Schicken Sie uns einige Musterteile, besuchen Sie eines unserer weltweiten Anwendungslabore oder erzählen Sie uns einfach von Ihrer Anwendung.