Fortschritte im Laserschweißen, die vor allem auf die Anwendbarkeit und Erschwinglichkeit von Hochleistungsfaserlasern zurückzuführen sind, haben dazu geführt, dass es in vielen Fertigungsumgebungen immer häufiger zum Einsatz kommt. Laserschweißen ist aufgrund seiner minimalen thermischen Auswirkungen, seiner Geschwindigkeit, Präzision und Wiederholbarkeit sehr attraktiv.
Trotz seiner zunehmenden Verbreitung ist das Laserschweißen nicht frei von Herausforderungen und auch nicht immun gegen Schweißfehler. Wie jede Form des industriellen Schweißens – beispielsweise Lichtbogenschweißen, Widerstandsschweißen und Elektronenstrahlschweißen – kann auch das Laserschweißen anfällig für Prozessschwankungen sein, die zu einer schlechten Schweißnaht führen.
Es ist daher nicht verwunderlich, dass eine Vielzahl von Techniken und Technologien zur Qualitätssicherung (QA) beim Laserschweißen entwickelt wurden, um fehlerhafte Laserschweißnähte zu erkennen und sogar zu verhindern.
In diesem Artikel geben wir einen Überblick über die Qualitätssicherung beim Laserschweißen, von traditionellen Ansätzen bis hin zu aktuellen Überwachungs- und Direktmesstechniken.
Definition einer „schlechten“ Laserschweißnaht
Einfach ausgedrückt ist eine schlechte oder fehlerhafte Laserschweißnaht eine Schweißnaht, die die Form, Funktion oder Sicherheit des Endprodukts beeinträchtigt. Das erste Problem tritt beim Laserschweißen nicht häufig auf, zumindest nicht, wenn die Prozessparameter einmal eingestellt sind. Dennoch müssen Hersteller insbesondere bei Mikroschweißanwendungen sorgfältig vorgehen, um sicherzustellen, dass Laserschweißfehler nicht die elektrische Effizienz beeinträchtigen, die Langzeitfestigkeit verringern oder empfindliche Komponenten beschädigen.
Im besten Fall stören Schweißfehler den Fertigungsprozess, bevor er abgeschlossen ist, und zwingen die Hersteller zu Nacharbeiten oder zur Verschrottung wertvoller Produkte – Maßnahmen, die sowohl Zeit als auch Geld kosten. Im schlimmsten Fall führen Schweißfehler zu Produktfehlern und Rückrufaktionen.
Da Laserschweißfehler in verschiedenen Formen auftreten können, ist es wichtig, sie zu erkennen und zu verstehen.
Mangelnde Durchdringung: entsteht, wenn der Laserstrahl nicht tief genug in das Zielmaterial eindringt. Eine mangelnde Durchdringung kann zu Problemen hinsichtlich der Festigkeit und Leitfähigkeit des Endprodukts führen.
Überpenetration: entsteht, wenn der Laserstrahl zu tief in das Zielmaterial eindringt. Auch als Durchbrennen bezeichnet, kann Überpenetration empfindliche Komponenten in Anwendungen wie dem Schweißen von Batterien beschädigen.
Spritzer: Spritzer entstehen durch die Instabilität des geschmolzenen Schweißbades und sind geschmolzenes Metall, das häufig auf Oberflächen rund um die Schweißnaht landet und sich dort festsetzt. Spritzer können Teile wie Batterien kurzschließen, was zu einem thermischen Durchgehen und katastrophalen Ausfällen führen kann.
Porosität: Poröse Laserschweißnähte sind solche, in denen Gasblasen oder Hohlräume in der abgekühlten Schweißnaht eingeschlossen sind. Porosität, die die Festigkeit der Schweißnaht beeinträchtigen kann, kann durch übermäßiges Rühren und schnelles Abkühlen des Schweißbads verursacht werden.
Rissbildung: Durch schnelle Abkühlung und andere metallurgische Belastungen kann es beim Laserschweißen zu sichtbaren oder unsichtbaren Rissen kommen. Risse sind nicht immer mit bloßem Auge erkennbar.
Fehlende Verschmelzung: Auch als unvollständige Verschmelzung bezeichnet, tritt eine fehlende Verschmelzung auf, wenn das Schweißgut nicht vollständig mit dem Grundmetall verschmilzt. Dies kann durch eine schlechte Ausrichtung oder Oberflächenverunreinigungen verursacht werden.
Schweißfehler lassen sich durch die Optimierung der Laserparameter und Lasertechnologien weitgehend vermeiden. Beispielsweise verwenden Dual-Beam-Laser einen Kern- und einen Ringstrahl, um das Schweißbad zu stabilisieren, wodurch Spritzer und Porosität praktisch ausgeschlossen werden.
Allerdings können Schweißfehler dennoch durch Probleme wie schlechte Passgenauigkeit, Verunreinigungen des Zielmaterials oder der Optik sowie Verschleiß der Laserkomponenten verursacht werden.
Traditionelle Qualitätssicherung beim Laserschweißen
Die traditionelle Qualitätssicherung beim Laserschweißen lässt sich in zwei grundlegende Arten unterteilen: zerstörende und zerstörungsfreie Prüfung.
Bei der zerstörenden Prüfung wird ein geschweißtes Teil zerstört, um die Qualität der Schweißnaht visuell zu überprüfen und zu messen. Bei der Zugprüfung beispielsweise wird ein Teil auseinandergezogen, bis es bricht, um die Festigkeit der Schweißnaht zu messen. Das Ätzen mit Säure ist zwar weniger spektakulär, aber dennoch eine zerstörende Technik, mit der sich die Eindringtiefe, die Verschmelzung oder die Porosität einer Schweißnaht besser beurteilen lassen.
Zerstörende Prüfungen sind in der Regel zeitaufwendig, teuer oder beides. Außerdem sind zerstörende Prüfungen zwar sehr effektiv bei der Messung der Schweißnahtqualität, können jedoch per Definition nicht auf jedes Teil oder jede Baugruppe angewendet werden. Das bedeutet, dass ihre Ergebnisse Rückschlüsse auf eine gesamte Charge zulassen müssen, was zu unvermeidbaren Risiken und Unsicherheiten führt.
Im Vergleich dazu umfasst die zerstörungsfreie Qualitätssicherung von Laserschweißnähten nachbearbeitende Verfahren wie Ultraschall- oder Röntgenprüfungen, die weder Schweißnähte noch Teile beschädigen. Bei der Ultraschallprüfung werden mechanische Schwingungen verwendet, die die Schweißnaht ohne nennenswerten Signalverlust durchlaufen, sofern keine Anomalie festgestellt wird. Ein größerer Verlust deutet in der Regel auf schwerwiegendere Mängel hin. Bei der Röntgenprüfung wird Strahlung verwendet, um die Schweißnaht zu durchdringen und ein Bild ihrer inneren Struktur zu erstellen, das anschließend analysiert werden muss.
Technisch gesehen können diese traditionellen zerstörungsfreien Verfahren bei jeder Schweißnaht angewendet werden. Dies ist jedoch fast nie machbar, da es zu teuer und zu zeitaufwendig ist. Wie bei der zerstörenden Prüfung muss auch die zerstörungsfreie Prüfung dazu dienen, Rückschlüsse auf die Qualität ganzer Chargen von Bauteilen zu ziehen.
Was ist Laserschweißüberwachung?
Laserschweißüberwachung ist ein Oberbegriff, der sich auf eine Vielzahl von Methoden bezieht, mit denen Informationen über die Schweißnaht während des Schweißvorgangs, d. h. „in-process“ oder „in Echtzeit“, untersucht oder erfasst werden.
Die Laser-Schweißnahtüberwachung ist attraktiv, da sie Daten zu jeder Schweißnaht liefern kann, ohne den Prozess zu verlangsamen, und gleichzeitig kostspielige und zeitaufwändige herkömmliche Qualitätssicherungsschritte überflüssig macht. In-Process-Techniken können Unsicherheiten erheblich reduzieren und sind überraschend kostengünstig.
Arten der Laser-Schweißüberwachung
Es gibt eine Vielzahl von Methoden zur Überwachung von Laserschweißungen mit unterschiedlichen Vor- und Nachteilen.
Akustische Emissionsüberwachung: Eine Methode zur Bewertung der Qualität von Laserschweißnähten, bei der die während des Schweißprozesses erzeugten Schallwellen in elektrische Signale umgewandelt werden. Bei der akustischen Emissionsüberwachung werden in der Regel Sensoren an den Oberflächen der geschweißten Teile verwendet, es können jedoch auch berührungslose Sensoren eingesetzt werden. Die Analyse der akustischen Daten kann mit wichtigen Indikatoren für die Schweißnahtqualität wie Eindringtiefe und Rissbildung korreliert werden.
Die akustische Emissionsüberwachung ist zwar relativ vielseitig und leicht zu integrieren, jedoch anfällig für Umgebungsgeräusche und liefert nur begrenzte Einblicke in die tatsächlichen Schweißnahtmerkmale und -geometrien.
In-Prozess-Radiographie: Als „Echtzeit“-Äquivalent der herkömmlichen Schweißnahtradiographie kann die In-Prozess-Radiographie dabei helfen, das Verhalten des Schweißbads sowie die endgültige Schweißnaht sichtbar zu machen.
Die In-Prozess-Radiographie wird in erster Linie zu Forschungszwecken eingesetzt, da dieses Verfahren kostspielig und in produktiven Fertigungsumgebungen nur schwer anzuwenden ist.
Bildverarbeitung: Mit Hilfe von Kameras für sichtbares Licht oder Wärmebildkameras und maschinellem Sehen ist es möglich, Bilder des Laserschweißprozesses in Echtzeit zu erstellen. So lassen sich detaillierte Bilder von Schweißnähten erstellen, allerdings sind dafür unter Umständen mehrere Kameras erforderlich, um ausreichende Details zu erfassen. Selbst dann liefert die Bildverarbeitung keine detaillierte Ansicht der inneren Schweißnahtgeometrien.
Optische Sensorik: Optische Sensormethoden, die in der Regel auf Spektrometrie, Pyrometern oder Fotodioden basieren, erfassen Licht und wandeln es in Daten über den Laserschweißprozess um. Diese Methoden liefern zwar mehr Daten als einige andere Methoden zur Überwachung des Laserschweißens, sie stützen sich jedoch auf indirekte Schweißindikatoren wie reflektiertes Licht, Temperatur und Schweißrauch, anstatt die tatsächlichen Schweißgeometrien im Detail zu untersuchen.

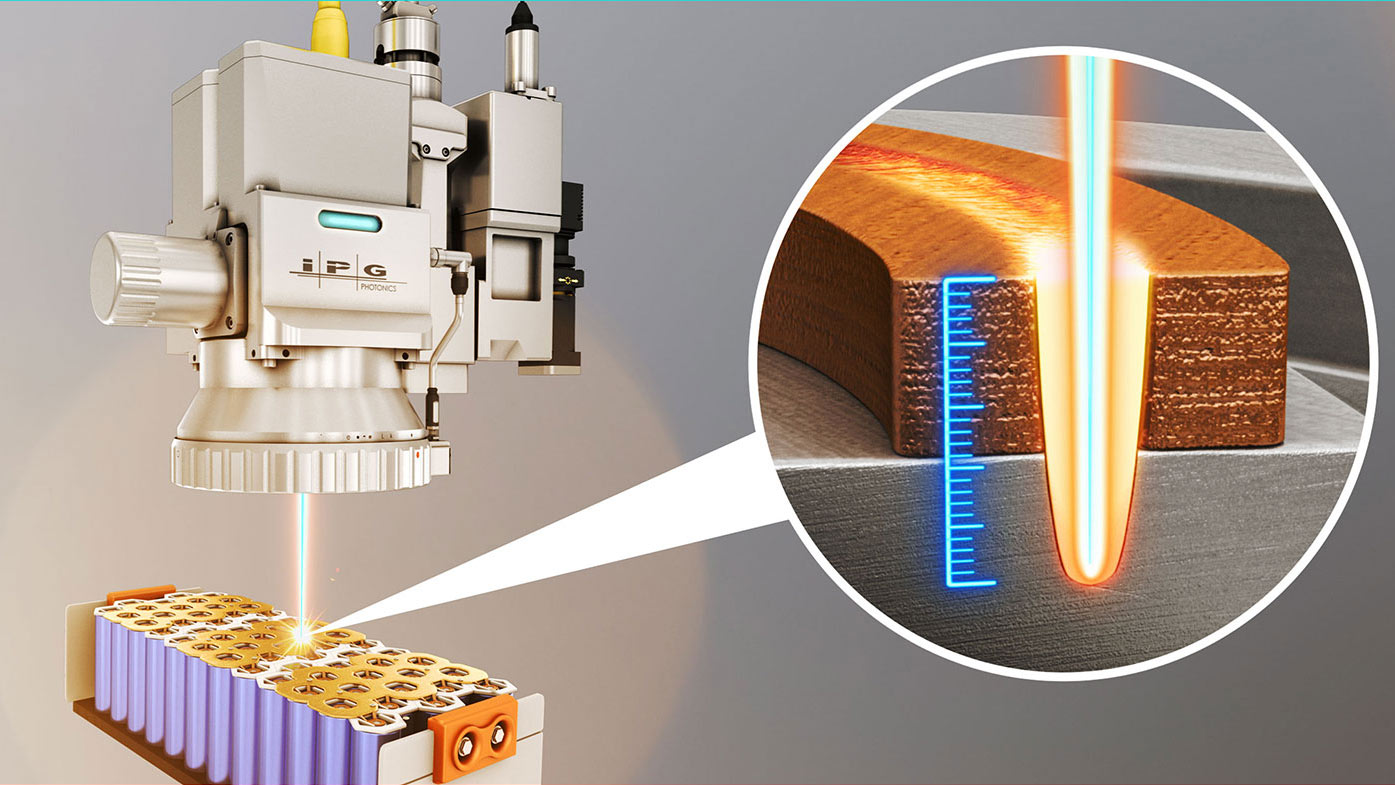
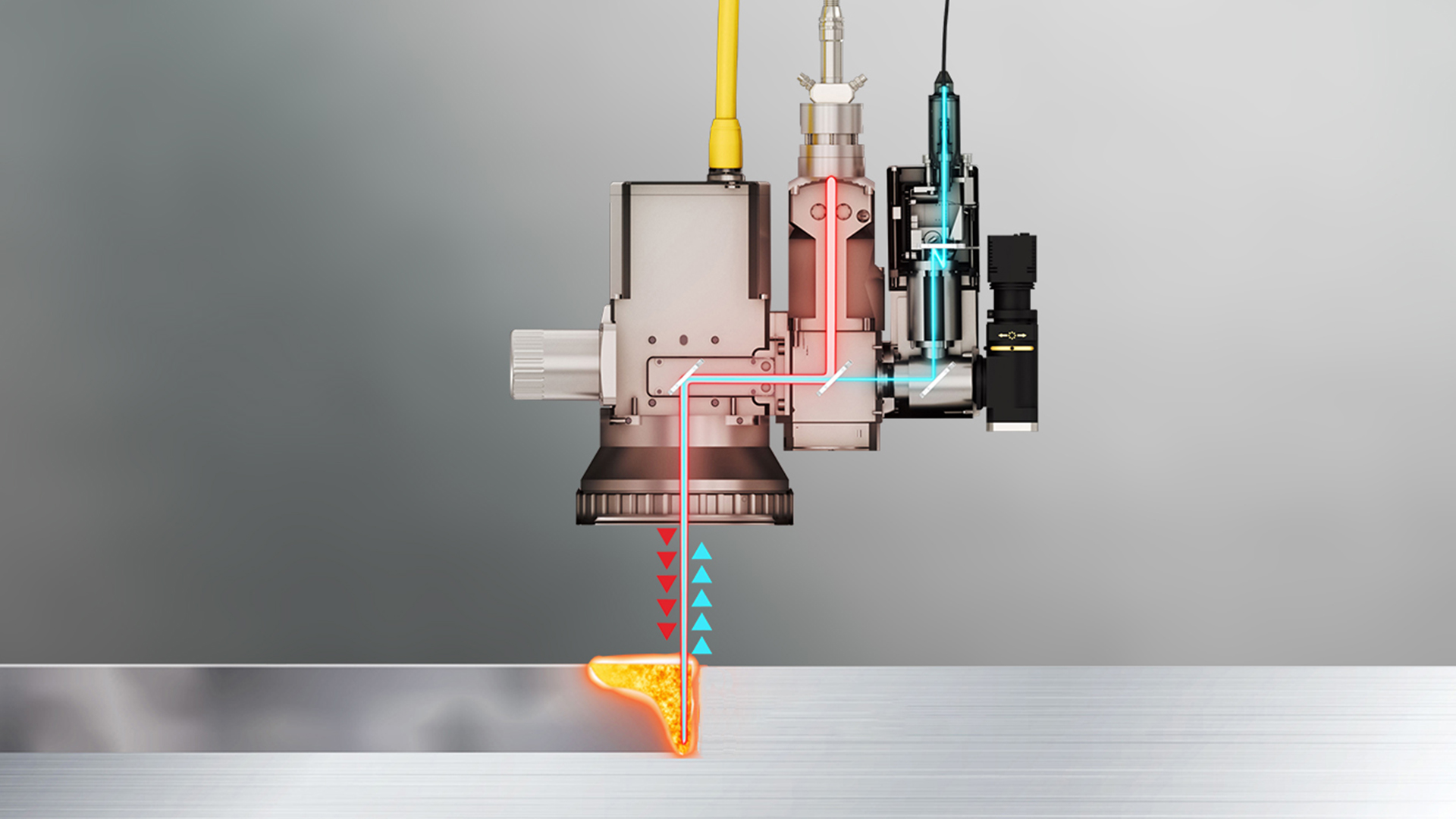
Inline Coherent Imaging (ICI): Inline Coherent Imaging – eine Art der optischen Kohärenztomographie (OCT) – ist eine bewährte Methode zur direkten Laserschweißnahtmessung vor Ort (im Gegensatz zur Laserschweißnahtüberwachung).
IPG LDD-Systeme verwenden eine patentierte Version von ICI, die für eine Vielzahl von Laserschweißanwendungen entwickelt wurde und dort zum Einsatz kommt. LDD-Systeme nutzen einen Laserstrahl mit geringer Leistung, der parallel zum Schweißstrahl abgefeuert wird, um kritische Schweißgeometrien wie die Schweißtiefe direkt zu messen. Obwohl LDD in Echtzeit parallel zum Schweißprozess arbeitet, liefert es äußerst genaue Messungen (im Bereich von wenigen Mikrometern) für jede Schweißnaht.
Die Vorteile der Laserschweißnahtmessung gegenüber der Überwachung
Die Laserschweißnahtmessung ist eine Art der Laserschweißnahtüberwachung. Allerdings kann nicht jede Laserschweißnahtüberwachung als Messung betrachtet werden, zumindest was die tatsächliche Schweißnahtgeometrie betrifft.
Letztendlich zwingt jeder Ansatz, der nicht direkt die Geometrie jeder einzelnen Schweißnaht misst, die Hersteller dazu, Kompromisse hinsichtlich Durchsatz, Effizienz oder Risikotoleranz einzugehen.
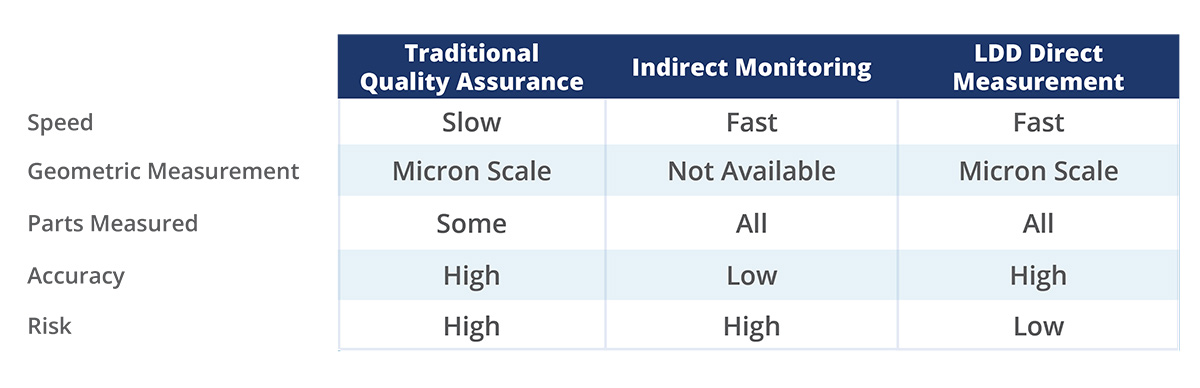
Beispielsweise können Überwachungstechniken, die sich auf Indikatoren wie Schweißrauch stützen, eine halbwegs genaue Schätzung der Schweißtiefe liefern. Diese Schätzungen sind jedoch bei weitem nicht perfekt, sodass ein Sicherheitspuffer erforderlich ist. Auch wenn die Überwachungsdaten darauf hindeuten, dass eine Schweißnaht in Ordnung ist, ist es sicherer, das Teil nachzubearbeiten oder zu verschrotten, wenn es sich nahe an der Grenze der Akzeptanz befindet. Je nach Risikotoleranz des Herstellers können so täglich Hunderte von Teilen unnötig verloren gehen.
Das Ziel der Laserschweißnahtmessung ist es, diesen Sicherheitspuffer drastisch zu reduzieren. Durch die direkte Messung der Schweißnaht im Mikrometerbereich kann das Akzeptanzfenster erheblich erweitert werden, während gleichzeitig Sicherheit und historische Daten zu jeder Schweißnaht bereitgestellt werden.
Branchen, die von Echtzeit-Laserschweißmessungen profitieren
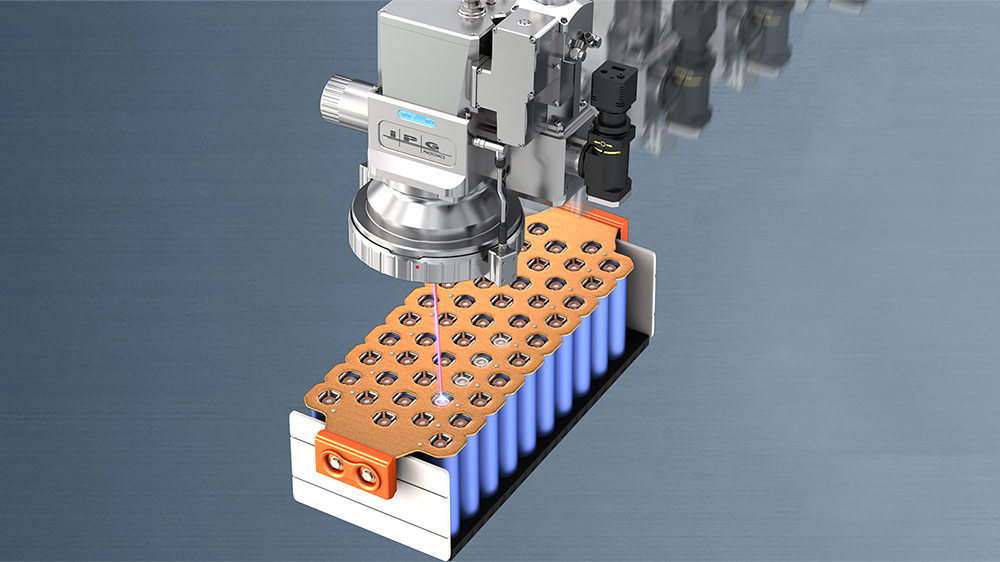
In Branchen wie dem Batterieschweißen, der Herstellung von Elektrofahrzeugen und medizinischen Geräten sind die Auswirkungen auf die Sicherheit hoch und die Qualitätssicherung von entscheidender Bedeutung. Bei Anwendungen mit hohem Risiko kann die Echtzeit-Laserschweißmessung nicht nur zur Reduzierung von Ausschuss und Kosten beitragen, sondern auch die Sicherheit erhöhen.
Darüber hinaus können Unterhaltungselektronikgeräte wie Smartphones, Tablets und Laptops, die eine präzise Inline-Prüfung erfordern, von der Laserschweißnahtmessung profitieren.
Mit der stetigen Weiterentwicklung der Technologie zur Echtzeit-Laserschweißnahtmessung können auch Branchen, die Festigkeit gegenüber Geschwindigkeit bevorzugen, davon profitieren. So profitieren beispielsweise Branchen wie der Schiffbau, in denen tragende Schweißnähte strengen Qualitätsanforderungen unterliegen, von den Vorteilen der direkten Messung der Tiefe tief eindringender Laserschweißnähte.
Erste Schritte mit einer Laserlösung
Die Echtzeit-Laserschweißnahtmessung von IPG hilft Herstellern, Schweißnahtfehler zu erkennen, Produktrückrufe zu vermeiden und unnötigen Ausschuss und Nacharbeit zu reduzieren.
Der Einstieg ist ganz einfach: Schicken Sie uns einige Musterteile, besuchen Sie eines unserer weltweiten Anwendungslabore oder erzählen Sie uns einfach von Ihrer Anwendung.