Hersteller von EV-Batteriemodulen stehen unter ständigem Druck, die Systemleistung zu verbessern – insbesondere durch die Verlängerung der Reichweite und die Verkürzung der Ladezeiten – und gleichzeitig die Produktionskosten zu senken. Dieser Preisdruck führt oft dazu, dass Hersteller prismatische Zellen bevorzugen, die derzeit die wirtschaftlichste Batterieform sind. Leider bieten prismatische Zellen in der Regel eine geringere Leistung als zylindrische Alternativen, sodass Systemdesigner nur die Hälfte ihres Problems gelöst haben.
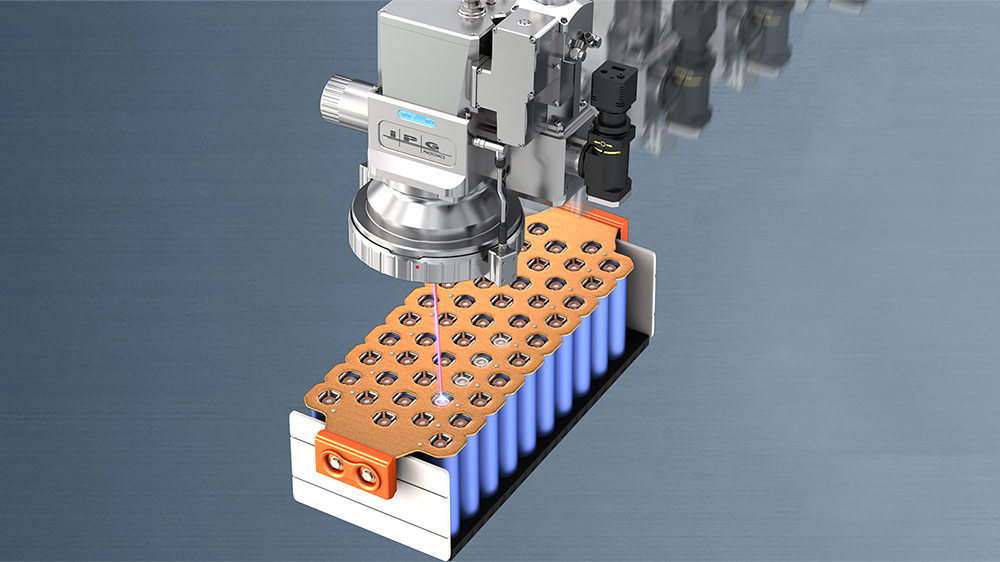
Bei prismatischen Designs lassen sich die Lade- und Entladeraten verbessern, indem die Querschnittsfläche der Sammelschiene vergrößert und so der elektrische Widerstand verringert wird. Dickere Sammelschienen bringen jedoch neue Herausforderungen mit sich, insbesondere beim Schweißen. Vor allem die traditionell für die Verbindung von Sammelschienen und Anschlüssen verwendeten Laser haben Schwierigkeiten, die erforderliche tiefere Eindringtiefe zu erreichen, ohne übermäßige Wärme zu erzeugen, die das Risiko einer Beschädigung der Teile erhöht.
Nun haben zwei Technologien diese Herausforderungen überwunden und ermöglichen so das kostengünstige Schweißen dickerer Stromschienen unter Beibehaltung der für die Massenproduktion erforderlichen Geschwindigkeit, Zuverlässigkeit und Ausbeute. Die erste dieser Technologien ist das Dual-Beam-Faserlaserschweißen. Die zweite ist die Echtzeit-Messung und -Überprüfung von Schweißnähtenwährend des Prozesses mittels optischer Kohärenztomographie (OCT).
Hier erfahren wir, wie jedes dieser Werkzeuge die nächste Generation der fortschrittlichen Herstellung von EV-Batteriemodulen unterstützt.
Doppelstrahl-Laserschweißen
Die Dual-Beam-Technologie ist eine der bedeutendsten Weiterentwicklungen in der Laserbearbeitung der letzten Jahre. Ihre Auswirkungen sind besonders deutlich in der E-Mobilitätsfertigung, wo sie ein zuverlässiges Keyhole-Schweißen von hochreflektierenden Metallen wie Kupfer und Aluminium sowie von schwierigen Materialkombinationen ermöglicht. Bei diesen Materialien kommt es beim Schweißen mit herkömmlichen Einstrahl-Faserlasern häufig zu Spritzern, Porosität und ungleichmäßiger Eindringtiefe.
Die am weitesten verbreitete und effektivste Form der Dual-Beam-Technologie verfügt über einen zentralen, runden „Kernstrahl“, der von einem konzentrischen ringförmigen „Ringstrahl“ umgeben ist. Die Leistung jedes Strahls kann unabhängig voneinander eingestellt werden – im Idealfall über den gesamten Bereich von 0 % bis 100 %.

So funktioniert das Dual-Beam-Laserschweißen
Um die Vorteile dieser Konfiguration zu verstehen, muss man sich bewusst machen, dass für ein stabiles Laserschweißen mit Schlüsselloch zwei gegensätzliche Kräfte innerhalb des geschmolzenen Metalls richtig ausbalanciert werden müssen.
Druck: Die erste Kraft ist der Druck, der das Schlüsselloch öffnet und offen hält. Dieser Druck entsteht, wenn der Laser die Oberfläche erhitzt und das verdampfte Metall sich ausdehnt.
Oberflächenspannung: Der zweite Faktor ist eine Kombination aus Oberflächenspannung und viskosen Kräften im geschmolzenen Metall, die das Schlüsselloch schließen.
Wenn das Gleichgewicht dieser beiden gegensätzlichen Kräfte gestört wird, kann das Schlüsselloch schwingen, zusammenbrechen, Gas einschließen oder geschmolzenes Metall ausstoßen.
Beim Zweistrahl-Laserschweißen initiiert und erhält der Kernstrahl das Schweißschlüsselloch, während der Ringstrahl das Schweißbad stabilisiert. Genauer gesagt erwärmt und schmilzt der Ringstrahl das Material um den Kern herum sanft vor. Dadurch werden Temperaturgradienten ausgeglichen und Dämpfe können gleichmäßig entweichen, wodurch Druckspitzen reduziert werden, die zu Spritzern, Zusammenbrüchen oder anderen Instabilitäten führen. Auf diese Weise wird das Kräftegleichgewicht aufrechterhalten.
Wenn der Bereich um das Schlüsselloch herum geschmolzen bleibt, kann Material auch wieder zurückfließen. Es kann sich dann vor dem Erstarren gleichmäßiger verteilen. Außerdem verlangsamt die Erwärmung durch den Ringstrahl die Abkühlung und Erstarrung, wodurch Heißrisse in Aluminium verhindert werden.
Das Vorschmelzen von Ringbalken erhöht auch die Absorption von Infrarotlicht in Kupfer, was die Prozesseffizienz steigert und die Stabilität weiter verbessert.
Zusammen sorgen diese Effekte für nahezu spritzfreie Schweißnähte, eine gleichmäßige Eindringtiefe und glattere Verbindungen mit überragender mechanischer Festigkeit. Und Dual-Beam-Laser erreichen dies bei bis zu zehnmal höheren Schweißgeschwindigkeiten als Single-Beam-Systeme.
Präzision mit Single-Mode-Lasern erreichen
Dual-Beam-Laser sind mit vielen möglichen Kombinationen aus Gesamtleistung, Verhältnis von Ring- zu Kerngröße und Gesamtstrahlgröße erhältlich. Es gibt keine universelle „beste“ Konfiguration – wie immer hängen die optimalen Laserparameter von den spezifischen Materialien und Prozessanforderungen ab.
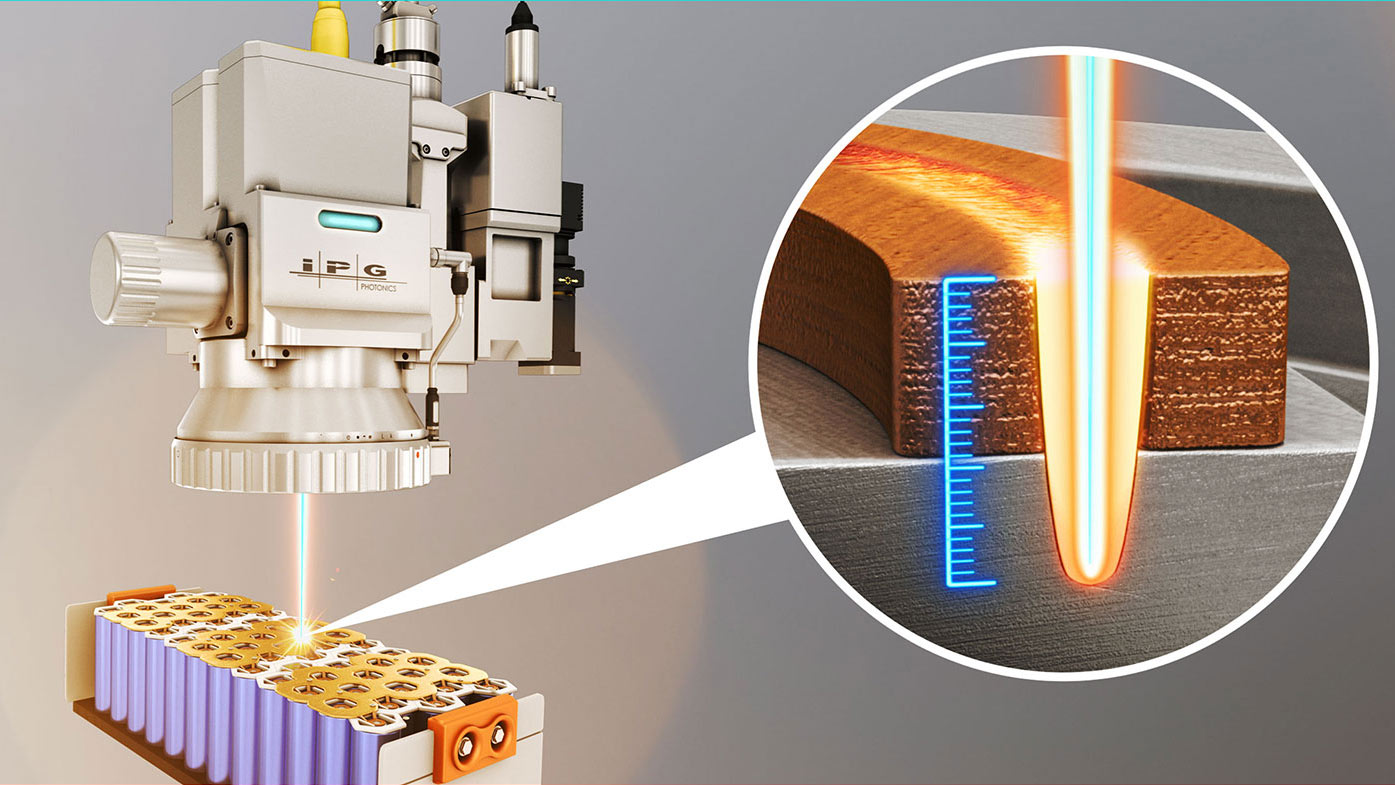
Beim Schweißen von dickeren Stromschienen (über 2 mm) ist es entscheidend, eine tiefe Eindringtiefe sowie große, gleichmäßige Schweißquerschnitte zu erzielen, um den elektrischen Widerstand zu minimieren. Dazu gibt es verschiedene Ansätze.
Die erste besteht darin, einen leistungsstarken Doppelstrahl-Laser mit einem Multimode-Kernstrahl zu verwenden. Diese Konfiguration ermöglicht es, schnell eine große Menge an Laserenergie in eine relativ große Schweißzone einzubringen.
Der Vorteil dieses Ansatzes ist die Geschwindigkeit. Er erzeugt sehr schnell eine große Querschnittsschweißnaht.
Der Nachteil ist, dass die schnelle Zufuhr dieser Energie eine beträchtliche Wärmeeinflusszone (HAZ) erzeugt. Dadurch steigt die Wahrscheinlichkeit, dass nahegelegene wärmeempfindliche Teile oder Strukturen (wie Kunststoffkomponenten hinter dem Anschluss) beschädigt werden.
Der zweite Ansatz besteht in der Verwendung eines Dual-Beam-Lasers mit einem Kernstrahl mit geringerer Leistung und Single-Mode (TEM00). Trotz seiner geringeren Gesamtleistung ermöglicht die hohe Strahlqualität eine Fokussierung des zentralen Strahls auf einen viel kleineren Punkt. Dies führt zu einer höheren Energiedichte, als sie normalerweise mit einem Multi-Mode-Strahl erreichbar ist.
Strahlen mit höherer Energiedichte erzielen im Vergleich zu Strahlen mit niedrigerer Energiedichte bei gleicher Gesamtleistung eine tiefere Durchdringung. Darüber hinaus ist das Strahlprofil eines Single-Mode-Lasers von Natur aus über die Zeit hinweg konsistenter als das eines Multi-Mode-Lasers, was eine bessere Keyhole-Kontrolle und eine verbesserte Prozesskonsistenz ermöglicht.
Das Ergebnis ist, dass ein Dual-Beam-Laser mit einem Single-Mode-Kernstrahl selbst bei Metallen mit hoher Reflektivität – wie Kupfer und Aluminium – schnell eine Schweißnaht initiieren kann. Gleichzeitig erreicht er schnell die erforderliche Schweißnaht-Eindringtiefe. Da ein größerer Teil der Laserenergie in das Schweißen des Materials fließt und nicht in dessen Erwärmung, wird die Wärmeeinflusszone minimiert.
Und es gibt noch einen weiteren, subtileren Vorteil eines Single-Mode-Center-Beams. Seine bessere Modenqualität (M²) bedeutet eine größere Rayleigh-Reichweite. Dies ist die Entfernung, über die der fokussierte Strahl eine nahezu konstante Spotgröße beibehält.
Da die Strahlgröße oberhalb und unterhalb des Fokuspunkts nicht so stark variiert, reagiert der Schweißprozess wesentlich weniger empfindlich auf Änderungen der Materialhöhe oder -dicke. Dies bedeutet einen toleranteren Prozess und ein breiteres Prozessfenster. Dies kann sich erheblich auf die Ausbeute in realen Produktionsschweißumgebungen auswirken.
Abschließend ist anzumerken, dass all diese Vorteile mit der Laser-Modusqualität skalieren. Mit abnehmendem M² (was auf eine verbesserte Strahlqualität hinweist) werden all diese Vorteile noch deutlicher.
Natürlich hat das Schweißen mit einem Single-Mode-Kernstrahl auch einen Nachteil. Dabei entsteht eine schmalere Schweißnaht, was bedeutet, dass eine längere Schweißzeit erforderlich ist, um einen ausreichend großen Gesamtquerschnitt der Schweißnaht zu erzielen. In der Regel wird dies durch das Schweißen eines Musters (z. B. einer Spirale) oder durch mehrere, eng beieinander liegende kurze Schweißnähte erreicht, anstatt einer einzigen langen geraden Schweißnaht.
Somit gibt es einen klaren Kompromiss zwischen Prozessgeschwindigkeit und Schweißqualität. Das Multimode-Laserschweißen ist schneller, erzeugt jedoch eine größere Wärmeeinflusszone (HAZ). Das Singlemode-Laserschweißen benötigt für das Schweißen eines bestimmten Querschnitts mehr Zeit, minimiert jedoch die HAZ und maximiert die Qualität der Schweißverbindung.
Priorisierung der Qualitätssicherung beim Schweißen
Ein EV-Batteriemodul kann Hunderte von einzelnen Schweißnähten enthalten. Eine einzige fehlerhafte Verbindung kann den Innenwiderstand erhöhen, die Leistung des Akkus verringern oder sogar ein Sicherheitsrisiko darstellen. Das bedeutet, dass bereits eine Fehlerquote von 1 zu 10.000 zu häufigen Ausfällen auf Modulebene führen kann. Daher ist eine Inline-Überprüfung unerlässlich, selbst wenn hochzuverlässige Laserschweißsysteme zum Einsatz kommen.
Traditionell verwenden die meisten Schweißnahtüberwachungssysteme Fotodiodensensoren, die das vom Schmelzbad und der Plasmafahne über der Schweißnaht ausgestrahlte Licht erfassen. Diese Signale werden dann statistisch mit gespeicherten Referenzdaten von bekannten guten Schweißnähten verglichen. Diese Methode kann zwar allgemeine Prozessänderungen aufzeigen, misst jedoch nicht die Schweißnaht selbst , sondern nur, inwiefern sich das emittierte Licht von früheren Durchschnittswerten unterscheidet.
Da das Signal zudem eher vom gesammelten Licht als von der tatsächlichen Schweißgeometrie abhängt, wird es leicht durch irrelevante Faktoren beeinflusst. Schwankungen in der Oberflächenreflexion, der Strahlausrichtung oder der Fokusposition können die Menge des zurückgeworfenen Lichts verändern und zu falschen Messwerten führen. Erschwerend kommt hinzu, dass Unter- und Überpenetration oft nahezu identische Emissionsprofile erzeugen. Diese Unklarheit kann zu unnötigem Ausschuss, Nacharbeit und anhaltender Unsicherheit hinsichtlich der tatsächlichen Schweißqualität führen.
Die optische Kohärenztomographie (OCT) wurde entwickelt, um eine direkte Messung der tatsächlichen Schweißtiefe zu ermöglichen. OCT verwendet einen Messstrahl mit niedriger Leistung im nahen Infrarotbereich, der durch dieselbe Optik wie der Schweißlaser projiziert wird. Das bedeutet, dass er immer perfekt ausgerichtet und koaxial zum Prozessstrahl bleibt.
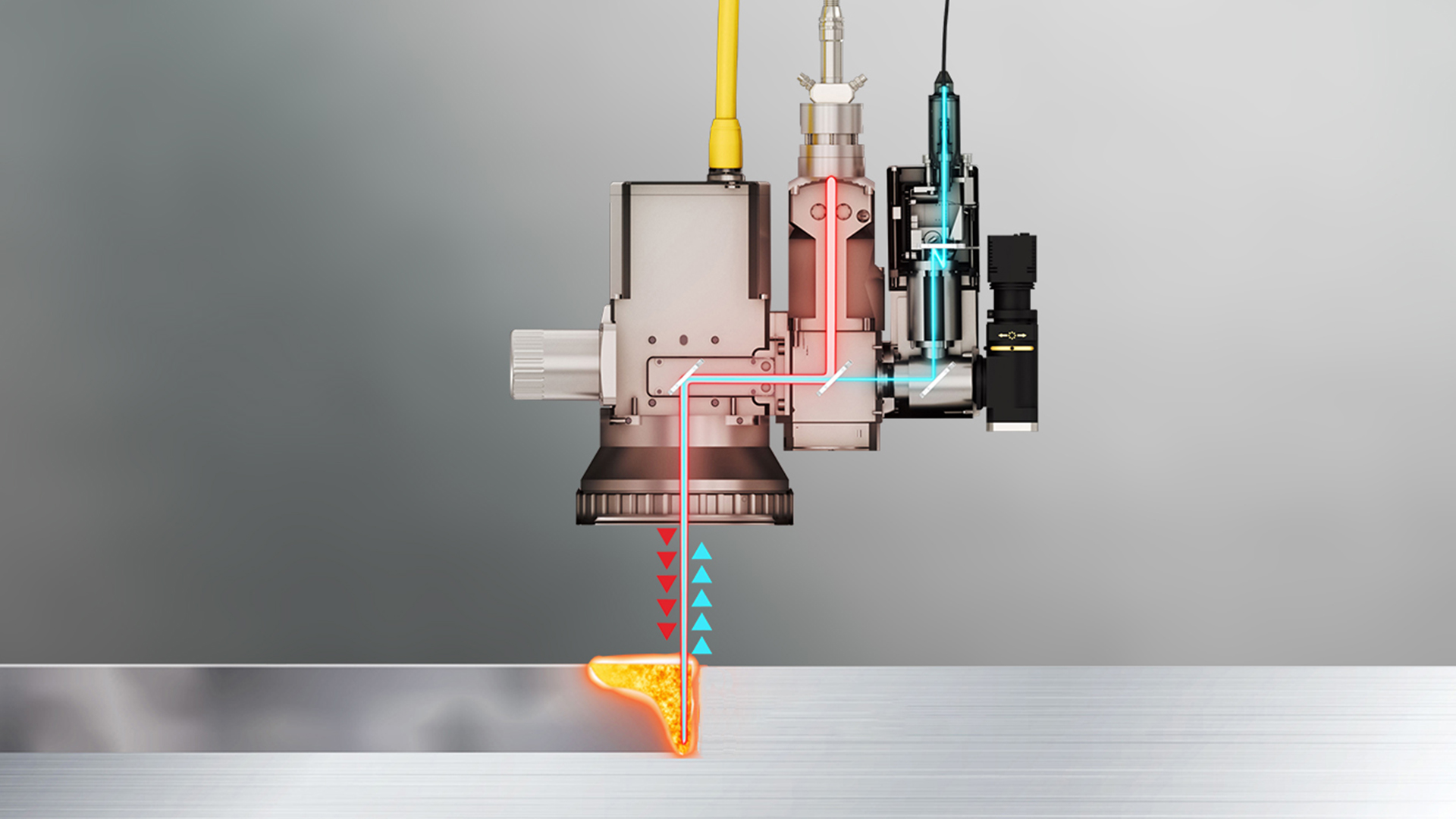
Das Licht der OCT-Quelle tritt in das Schlüsselloch ein und wird zurückreflektiert. Mit Hilfe der Interferometrie wird der Abstand zur reflektierenden Oberfläche – in diesem Fall der Boden des Schlüssellochs.
Diese Reflexion wird kontinuierlich überwacht, um eine Echtzeitmessung der Schlüssellochtiefe mit einer Genauigkeit im Mikrometerbereich zu ermöglichen. Da OCT durch kohärente Interferenz misst und nicht auf die Helligkeit oder Temperatur der Schweißrauchwolke angewiesen ist, wird es nicht durch Veränderungen der Oberflächenbeschaffenheit, der Materialreflektivität oder der Strahlleistung beeinflusst.
OCT ist besonders wertvoll für das Single-Mode-Kernstrahlschweißen. Dabei entstehen tiefe, schmale Schlüssellöcher mit hohem Aspektverhältnis, die für die meisten optischen Systeme schwer zugänglich sind. OCT kann jedoch problemlos Schlüssellöcher mit einer Breite von nur wenigen zehn Mikrometern untersuchen. Daher eignet es sich hervorragend zur Messung der Eindringtiefe in dicke Stromschienen, bei denen die Tiefenkontrolle von entscheidender Bedeutung ist.
Die Geschwindigkeit der OCT-Messgeräte ermöglicht es den Herstellern, jede Schweißnaht in Echtzeit zu validieren. Probleme wie Unter- oder Überpenetration können sofort erkannt und markiert werden.
Für die Massenproduktion von EV-Batterien bedeutet dies einen höheren Durchsatz, höhere Erträge und eine weitaus größere Sicherheit, dass jede Busbar-Verbindung den Spezifikationen entspricht. Darüber hinaus ermöglichen die gespeicherten Messdaten eine bessere Rückverfolgbarkeit.
Erste Schritte mit einer Laserlösung
Zusammen ermöglichen Dual-Beam-Faserlaser und die Echtzeit-Inline-OCT-Schweißtiefenmessung ein zuverlässiges und kostengünstiges Schweißen von dicken Stromschienen. IPG Photonics ist in der einzigartigen Lage, diese Technologien zu kombinieren, um die optimale Lösung für Ihre spezifische Schweißanwendung zu liefern.
Das liegt daran, dass wir die größte Auswahl an Dual-Beam-Faserlasern anbieten und außerdem unser eigenes OCT-basiertes Laserschweißmessgerät bauen und integrieren. Das gewährleistet eine gleichbleibend hohe Datenqualität, Stabilität und Betriebssicherheit.
Sprechen Sie mit einem unserer Laserschweißexperten, um mit der Auswahl des richtigen Systems für Ihre Anforderungen im Bereich Batterienschweißen zu beginnen.